齿轮感应器的设计与制造方法
感应加热淬火是热处理的重要工艺之一,具有加热速度快、可局部加热、节能、清洁、易于实现机械化及自动化等特点,同时可提升产品耐磨性和硬度等性能。在齿轮的感应加热应用中,按照其加热方式,主要可以分为逐齿淬火和整体淬火。逐齿淬火由于感应器尺寸的限制等原因,主要应用在齿轮模数大于7的齿轮上。这种淬火方法按照加热部位又分为逐齿齿牙淬火法和逐齿齿沟淬火法。
逐齿齿牙加热是使用感应器将整个齿面包络,然后进行感应加热。这种方法的特点是齿顶和齿面加热较强,但是对齿根部位的加热较弱。
逐齿齿沟加热使用感应器在两齿齿沟部位进行加热,使用这种加热方法能对齿根也有较强的加热效果,可以获得沿齿沟仿形的硬化区域。随着现代工业对齿轮设计提出更高的要求,在中大模数齿轮中,逐齿齿沟加热淬火的应用也越来越广泛。
逐齿淬火,按照淬火方式分类,还可分为埋液淬火和喷淋淬火。埋液淬火的工件与感应器均浸没在淬火冷却介质中,工件在淬火冷却介质液面以下进行加热,随后被周围的淬火冷却介质迅速冷却。淬火冷却介质通常为油、水、水基聚合物等。喷淋淬火一般使用单独的感应器和喷淋器,使用感应器对工件加热,喷淋器对工件淬火冷却。出于安全方面的考虑,淬火冷却介质多为水或水基聚合物。
齿轮的整体感应加热淬火即为一发法淬火。由于整体加热一次性需要加热的面积相对逐齿加热来说要大得多,因此其加热所需的电源供应也就大得多。这使得其主要应用在中小直径齿轮中。普通的整体加热,采用低频电源加热,然后喷淋或整体在淬火冷却介质中淬火。采用这种方法淬火,齿顶淬透和齿根淬不上火一直是其存在的主要问题。
1. 感应器设计与制造
2009年,我公司从德国进口一台齿轮中频感应淬火机床,采用IGBT逆变电源,频率为4~10kHz,采用水基聚合物水溶液作为淬火冷却介质。共有三路淬火液喷淋,一路主喷淋,两路保护喷淋,以防止已淬火齿被回火。结构上采用悬臂式主架,伺服电动机直接分度转台。由于是新机床新的感应器结构,在感应器制作方面与我公司之前的埋液淬火感应器制作存在很大不同(见图1),在消化吸收进口感应器图样的基础上,结合我公司现有设备及技术能力,总结出了新的感应器设计结构及制作方法。
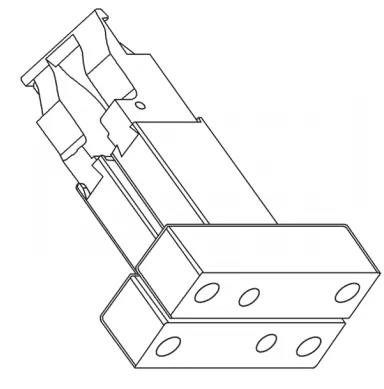
感应器外形结构
感应器设计流程为:齿轮齿形模拟→确定间隙参数→感应器齿形平面设计→三维建模(管路设计)→出二维工程图。
感应器的制作流程为:毛坯锻造→毛坯线切割→钻孔→成品线切割→焊接→修形→装配→测试。
新的感应器设计结构及制作方法主要有以下特点:
计算机辅助设计感应器 新的感应器设计更多地采用了计算机辅助设计。在齿轮的设计阶段,就可以使用CAD等软件结合齿轮滚刀、铣刀参数精确模拟出实物齿形。这样在齿轮的设计阶段就可以同时进行感应器的设计,而不用像以往那样等到实物齿轮滚齿后根据实际齿形才能进行感应器设计、制作,节省了大量时间。
在设计方法上,使用Pro-E软件三维立体建模设计。使用立体建模,可以更加方便地考虑感应器设计时整体结构、内部管道分布、固定方式。
感应器内部结构设计 新的感应器在结构上有了很大改进。采用了水路、电路只有一个进口的快接接头。此外,还重新设计了感应器头部与导线之间的接头方式,使用了燕尾楔结构,这样的结构在焊接时更方便定位找准,提高加工精度。
机械加工方法 在机械加工方法上将以前的大部分铣削加工,改为了线切割加工。线切割加工可以很好地对齿部仿形部位进行加工获得足够的精度。
通过合理的安排机械加工步骤,简化了感应器的制作流程。
焊接方法 采用银钎焊作为新型感应器的焊接方法。银焊丝的熔点较低,可以在相对较低温度下进行焊接,且银钎料的流动性、在纯铜表面的润湿性也很好,因此制作出的感应器精度高、外表美观。
2. 试验
在感应器设计中,感应器同样还有其他的细节对感应淬火的效果产生至关重要的影响。一是感应器导磁体区域高度占整个感应器高度的比值,另一个是感应器导磁体材料的选择。
因此,在以上设计点的基础上,针对以上两点,主要进行了以下两个工艺试验。
(1)试验一 :导磁体高度对淬火效果的影响 试验齿轮为某型号机车从动齿轮,齿轮材质为42CrMo,齿数82,模数10。导磁体材质均为0.2mm厚度的冷轧取向硅钢片。试验设备为EFD齿轮中频感应淬火机床。试验变量为导磁体区域高度。感应器头部结构如图2所示。1#感应器的上导线、导磁体空间、下导线距离比例为10.5:9:10.5。2#感应器的上导线、导磁体空间、下导线距离比例为9.5:11:9.5。两个感应器上下端面总高度均为30mm。由此可见,1#感应器中导磁体空间比2#感应器中导磁体空间低了2mm,导磁体空间占总高度的比值,1#为3/10,2#为11/30。
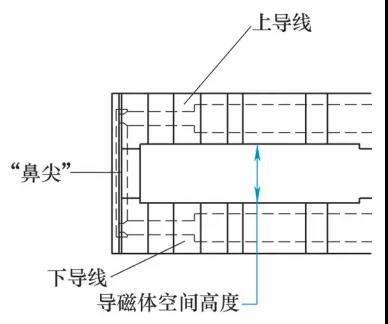
图2 感应器头部各部位示意
在工艺试验中,电流为60A,电压为230V,功率65kW,频率9kHz,走行速度6mm/s。试验结果如表1所示。

从表1可见,1#感应器淬火处的齿根硬化层较2#感应器浅,节圆硬化层较2#感应器深
(2)试验二 :导磁体材质对淬火效果的影响 试验齿轮为某型号机车从动齿轮,齿轮材质为42CrMo,齿数82,模数10。采用同样的新设计方法、新制作工艺的感应器。试验设备为EFD齿轮中频感应淬火机床。
试验变量为导磁体材质。3#感应器导磁体材质为Fluxtrol A(铁氧体软磁材料);4#感应器导磁体为冷轧取向硅钢片(日本)。二者主要性能对比如表2所示。

电流为60A,电压为230V,功率36kW,频率9kHz,走行速度6mm/s。试验结果如表3所示

从表3可见,3#感应器淬火处的齿根、节圆硬化层均较4#感应器浅
同时试验中发现,在4#感应器中,由于取向硅钢片中的“铁损”,导致感应器工作时硅钢片不能很好地散热,当功率增加至75kW时,硅钢片的温度已经达到670℃,已经超过其居里点。
而铁氧体软磁材料虽然其居里点较低,但是在实际应用中发现,当加载功率至110kW时,其产生的热量仍不多,测量其表面温度在100℃以下。但由于其力学性能差,局部区域经过多次热冲击以后无法保持原形状而破裂,无法继续使用。因此,在低功率情况下,还是使用硅钢片为宜。
3. 试验结果分析
在试验一中,感应器的导磁体空间高度对齿轮感应淬火后的效果有很大影响。在其他条件同样的情况下,1#感应器与2#感应器淬火出来的效果有很大差别,尤其是对于齿根部位的影响。在齿轮感应器中,感应器的上导线负责对齿沟两侧齿面的预热,感应器的下导线负责对齿沟两侧齿面的加热,加热至淬火温度。感应器中间的鼻尖区域负责对齿根的加热。
试验一中1#感应器的导磁体空间高度相对2#感应器降低了2mm。因此“鼻尖”处的感应器有效加热区也就变短了,对齿轮齿根的加热作用也就更弱了。由于加热作用的减少,使得齿轮齿根部位的硬化层降低。同样,由于上下导线占整个感应器高度的比重升高,使得感应器对齿轮两侧齿轮的加热作用增强,导致齿轮两侧的硬化层也增强了。
在试验二中,二者材料饱和磁通密度接近,铁氧体软磁材料的初始磁导率和最大磁导率均远小于硅钢片。导磁率越小,说明材料的聚磁能力越小。反应到试验结果上,可得知由于导磁体对磁力线的聚集作用较小,因此,其加热后淬火的硬化层深也相对较浅。
在随后的试验过程中,使用铁氧体导磁材料的3#感应器能在110kW功率下应用。可能是由于使用的是整体导磁体,同时上下导线对整个导磁体的冷却作用才使得导磁体的温度低于10℃。而在使用硅钢片的感应器中,由于硅钢片本身在感应加热过程中发热(铁损)。硅钢片之间的绝缘云母片同时又能绝热,使得产生的热量不能及时散发,冷却导磁体。因此,热量的逐渐积蓄,使得在75kW的情况下,硅钢片已经严重超温。可见由于铁损,硅钢片仅能用于低功率条件下齿轮的感应加热淬火(≤50kW)。
4. 结语
(1)在设计中,全部采用了计算机模拟设计。在管道设计中,采用了三维建模,在设计过程中就能减少感应器可能出现的设计问题。
(2)在制作中,规范感应器的加工步骤最大限度地减少了人为因素,保证了感应器的机械精度。采用了精确配对的燕尾楔形槽设计,保证了焊接定位的精度,也就从这两个方面上保证了感应器的加工质量。
(3)通过对比试验,优化了感应器的上下导线的距离,使感应器满足齿轮节圆和齿根的有效硬化层要求。
(4)通过对比试验,研究了不同导磁材料对感应淬火的影响,在低功率的感应淬火条件下,导磁材料优选硅钢片。