薄壁盘形锥齿轮氰化淬火变形怎么办
热处理时零件发生变形,是热处理过程中固有的矛盾。对于一些零件常因热处理变形而进行校正要耗费大量工时,甚至因变形而报废。因此,减少热处理变形乃是我们热处理工作者需要研究和探讨的主要任务之一。
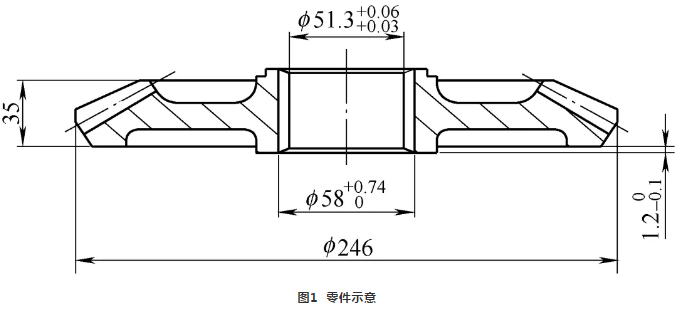
从动锥齿轮是某变速箱中比较典型的薄壁盘形零件(见零件简图)。该产品齿数多、花键孔壁较薄,氰化淬火后容易变形。常因零件的翘曲变形而影响了齿轮啮合区域,目前没有好的机械加工手段来消除变形,影响了变速箱的传动精度。为提高产品的合格率满足生产的需要,节约财力、人力,这就迫切要求我们热处理工作者必须解决热处理的变形。
零件在热处理过程中的变形,是因为零件在加热和冷却而产生的热应力和组织转变的不等时性而产生的组织应力以及组织转变的不均匀性而引起的附加应力所造成的。此外,由于零件的形状特点、原材料质量,加工状态以及零件在热处理炉中加热时的支承或冷却时的操作不当、零件本身的自重等原因均能够导致变形的出现。热处理的变形主要分为翘曲变形、体积变形和时效变形三大类。因为每种变形既是互相制约又是相互促进的,翘曲变形和体积变形既是同时发生而又有主有次,所以在研究零件的变形时,必须在综合考虑各种因素的前提下,抓住主要矛盾,并采取相应的措施,才能有效地减小变形,以满足产品的加工工艺中技术条件的规定。
1.问题的提出
零件的技术要求:材料为30CrMnTi,其元素化学成分(质量分数)wC=0.24%~0.32%,wMn=0.80%~1.10%,wCr=1.00%~1.30%,wTi=0.06%~0.12%;氰化层深度为0.7~1.2mm;表面硬度HRC58~64,心部硬度HRC35~49;端面翘曲≤0.2mm,内孔圆度≤0.15mm。
原工艺在编制过程中,由于未能充分考虑零件氰化后的淬火过程中变形情况,采用穿淬火芯轴自由淬火的方法,虽然零件的内孔在淬火芯轴的控制下,内孔的椭圆度得到了保证,但是由于零件属于盘类零件,零件轮缘和轮毂不在同一端面,淬火后容易产生碟形使轮缘端面发生翘曲,加之零件的端面在淬火过程中未能得到有效的控制,导致零件的翘曲度过大,个别零件的翘曲度达到了0.5~0.6mm,影响到零件的后续加工,造成了不必要的损失。
由于此零件是锥齿轮,产生上述的变形,直接会影响齿部的加工精度,不能进行装机使用。其原因是:虽然内孔在淬火心轴的控制下,内孔的圆度得到了控制,但是端面在氰化淬火工艺时未加以限制,其变形仍然较大。为此,要控制零件端面翘曲的变化,就必须使零件的端面在淬火过程中加以限制,以保证此零件在氰化淬火过程中产生的变形在工艺要求范围内。
2.热处理工艺、工装的改进及效果
通过对零件的具体分析,产生零件翘曲度过大的原因,主要是在淬火过程中,未能采取有效的措施,对零件易出现变形的部位未加以限制。因为此类零件属于盘类零件,在淬火时需要平放入淬火油中,以减少零件的变形。但是其中有一个不可避免的因素出现,零件在平放入淬火油中时,由于零件的结构特点,齿轮的齿面冷却速度比齿背快,存在着齿面部位与背面部位的热胀冷缩不协调因素,因此造成齿轮外缘上拱翘曲,而且操作不当及控制方法的不合理,均会造成零件出现翘曲变形。若不采取必要的控制方法,就会造成零件的翘曲度增大,影响了产品的质量,造成损失。
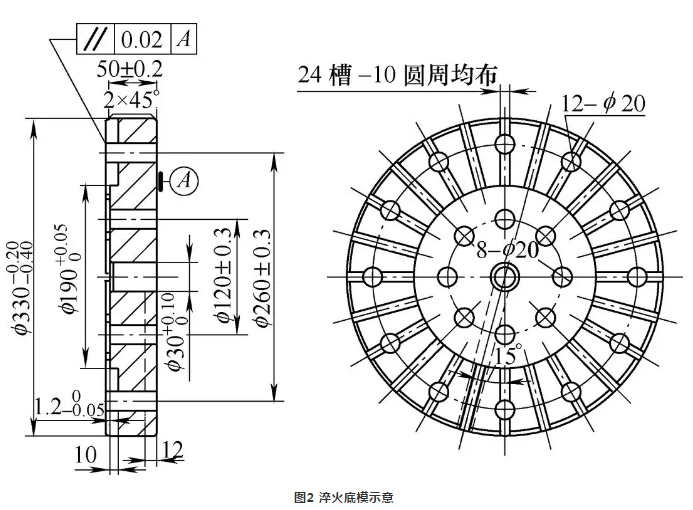
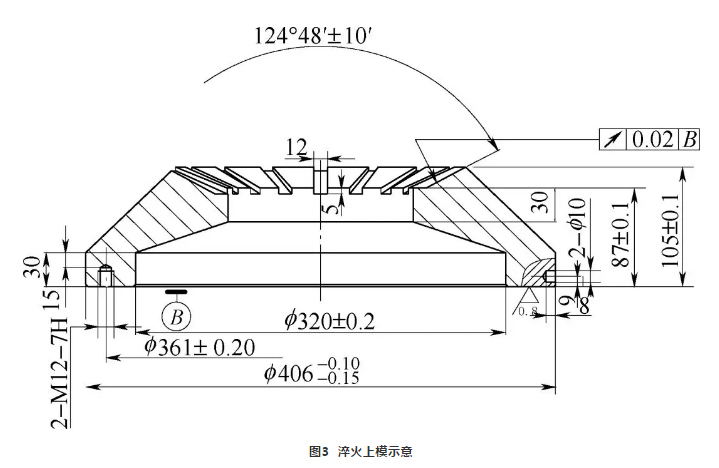
综上所述表明,齿轮的齿面和背面产生热胀冷缩不协调,引起翘曲度的涨大。因此根据零件结构特点和我厂现有淬火设备的状况,设计出如图2~图4所示的淬火工装,使齿轮在整个淬火过程中,保持各部位的温差最小,从而达到提高齿轮淬火合格率的目的。
(1)淬火模具的设计 设计齿轮的淬火模具,应考虑以下两方面因素,即齿轮内、外缘的蓄热量之比与齿轮内、外缘的单位表面积散热量之比;调整控制齿轮内、外缘的淬火介质的流量。
如上图所示,零件在淬火过程中,是将零件平放于淬火底模上,淬火底模的平面在加工过程当中,将盘面加工出24个凹槽,这样的设计有利于零件在淬火过程中,利于淬火油的循环流动,增强淬火油的冷却性能,提高了淬火油的冷却能力,同时也可以保证零件表面硬度能够达到技术要求。
在制作淬火上模的时候,将淬火上模的内腔形状按照零件的外形进行制作,这样在淬火时模面能够压在零件的表面,限制了零件的变形趋势;同样在淬火上模的表面上加工出24条凹槽,以保证淬火油顺畅地进行流动。
由于淬火上模和淬火底模都加工出了凹槽,这样在零件的淬火冷却过程中,能够调整了淬火油量的热平衡流量,保证淬火时油量充足,零件能够得到良好的淬火效果。
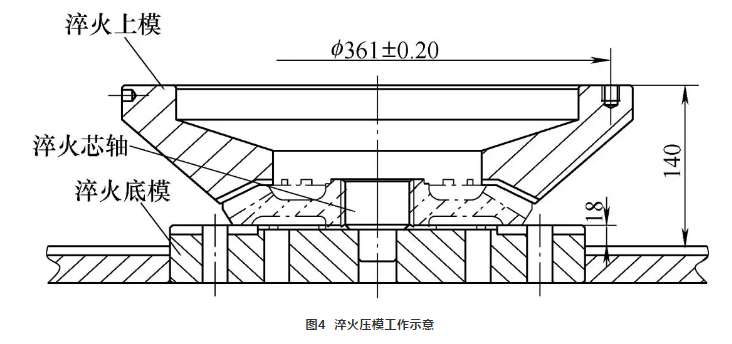
在淬火过程中,由于内孔中加入了淬火芯轴,既保证了零件的内孔椭圆度,同时也可以增加零件的壁厚差,降低了零件在冷却时因壁厚差产生的温差,保证零件在淬火过程中,由于冷却不均匀造成的变形趋势。
(2)在淬火压床上进行淬火时,压力的调整可以根据淬火时出现的不同情况,适时地进行调整油压表的压力,使工件在淬火过程中始终处于压力淬火的状态。由于零件的形状和尺寸承受着淬火压模的限制,制约了零件在淬火过程中出现的翘曲度,从而保证了零件的翘曲度能够达到所要求的范围内。
3.工艺分析及体会
从动锥齿轮属于薄壁盘形零件,其截面差较大。它的变形规律是内孔缩小和端面翘曲变形,是在各种复杂应力综合作用下产生的结果。引起翘曲变形的主要原因是:
(1)加热过于激烈或加热不均匀,造成较大的内外温差。
(2)冷却过于激烈或冷却不均匀,造成较大的各截面温差。
(3)加热时零件摆放的位置不当和冷却时出炉夹持不当。
(4)各种机械加工所残留的机械应力。
(5)零件结构形状特点所造成的应力不平衡。
(6)钢材内部结构的不均匀造成的应力不平衡。
(7)组织转变的不均匀,即零件各个部位比容不均匀变化引起的应力而导致翘曲等变化,这种零件在淬火时同样伴随着体积变形,即由于组织的转变必然引起比容的变化,从而导致零件体积的胀缩,所以在研究或讨论零件变形时,要同时考虑这两种变形对零件热处理后形状的影响。
根据上述的分析,引起零件变形的主要原因是加热和冷却时工装不适合,当加热和冷却时,由于截面差、热应力和组织应力的综合作用下,使零件的端面胀大,形成边缘如同碟形的翘曲。
当采用淬火压模进行淬火时,由于零件在淬火压床的压力作用下,可以最大限度地限制零件的变形。这种强制的作用,可以使相互应力趋于平衡,限制了零件翘曲变形现象的发生。而原来采用的穿芯轴自由淬火的方法,因为没有这种强制限制变形的作用,零件在淬火过程中产生的各种应力得不到有效地限制,故不能满足工艺中的技术要求。
在锻造后的预备热处理中,采用正火加高温回火,使合金碳化物能够充分地进行溶解,同时增加了合金碳化物的分散度,这样的处理可以对改善组织和消除锻造及原始组织的不良影响有较好的效果。通过这种热处理方法,细化晶粒,获得了均匀的索氏体组织,提高了原始组织的比密度,缩小了与马氏体的比容差,同时相对减小了组织转变的应力作用。
采用热油进行淬火也能够适当地减小淬火变形。在工艺编制中,要求淬火油的温度为40~80℃。淬火油温的提高,增加了油的流动性,使之在冷却时,将零件各个部位的温差更加趋于一致,冷却更加均匀。同时,也能减缓马氏体转变点(Ms)以下的冷却速度,从而减小了淬火冷却时的应力,减小变形。经研究表明,虽然50℃油温比20℃油温的冷却能力有所下降,但是由于氮原子的渗入,降低了马氏体转变点(Ms)的温度,油温的提高并不会影响氰化表面的硬化效果。由经验得知,零件在氰化淬火时,淬火油的温度一般控制在40~100℃之间,也是能够满足零件的氰化淬火时的硬度要求的。
此外,氰化层的碳、氮浓度和氰化层的深度,金相组织以及操作的平稳性等都会影响零件的变形。在实际生产中还要严格地控制各种渗剂的流量,使渗层的浓度梯度更加平缓地向心部过渡,较平缓地与心部原始组织相结合,从而避免过陡的碳浓度梯度的出现,影响产品的使用性能。
4.结语
在实际生产中,我们深深地体会到,薄壁盘类零件在进行热处理操作中,只要认真、细致地分析图纸,针对材料的化学成分、零件的结构特点,采取恰当、合理的工艺方法,制作并选用适合零件形状特点的工艺装置,并且严格控制操作中容易出现问题的环节,不断地总结经验,改进不足,一定会将零件的翘曲变形控制在产品的技术要求范围内,从而更好地保证生产的顺利进行。