当前位置:豪宇机电有限公司»»» 关于手持式高频焊机焊铜管时氧化皮和堆焊效果分析»»»
关于手持式高频焊机焊铜管时氧化皮和堆焊效果分析
文章出处:https://www.zs-haoyu.cn 人气:2,767 views发表时间:2021-07-19
一、关于高频焊氧化皮多少的问题。
二、关于高频焊后焊口不饱满的原因。
首先我先来回答第一个问题,氧化皮的多少取决于焊接时间的长短和温度的高低也有关系,氧化皮的多少与焊接时间成正比关系,与温度高低也成正比关系。焊接时间越长,氧化皮就越多,温度越高,氧化皮也越多。
下面我们来看一组图片,首先来看这个还未焊接时的图片。
 |
 |
上面焊好的图片,焊接时间为2秒,可以看出氧化皮很少,温度750~800度左右。如果焊出来的效果很黑,证明焊接时间比较长,如果外层有很多氧化皮脱落,就说明焊接时的温度比较高。
切开铜管,我们可以看到里面还是很干净的,建议还是充氮焊接保证焊接效果和质量。

第二个问题是关于焊口没有堆焊的原因
有三种原因会引起焊口没有堆焊。
1、铜管与铜管间隙过大,焊料全部流进缝隙之间,造成焊口无焊料或焊料少。
2、焊料太少,焊料的线径不够大,或圈数不够多,可适当的增加焊料的直径或增加焊料的圈数。
3、焊接的时间过长及焊接的温度过高都会导致焊料向外流走从而造焊口无法形成堆焊。
 |
 |
关于焊料的熔深问题,我们通过试验发现,焊料的熔深与温度和间隙有关
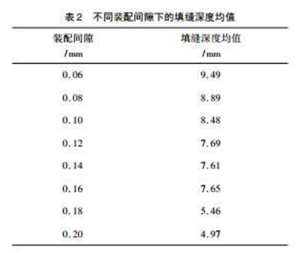
温度较高,熔深越好,当然这里不是指越高越好,相对来讲,温度高一点,或者时间长一点点,哪怕是半秒也会以意想不到的效果。
下一篇: 摩托车配件淬火机节能环保加热设备 上一篇: 小型加热机节能环保加热设备哪里有卖